










Imali smo priliku da radimo u fabrici u kojoj se proizvode keder gume za nekoliko svetskih proizvođača automobila, od kojih su najpoznatiji AUDI i VOLKSWAGEN. Pored njih proizvode se i kederi za kombi vozila marke Citroen, Peugeot i Fiat. U razgovoru sa zaposlenima saznali smo da je najveća potražnja delova za Audi A4 u svim modelima kao i za kombi Fiat Ducato, s obzirom da nisu jedini dobavljač i da su stacionirani u Srbiji, ovo je za svaku pohvalu. Najmanja potražnja je za VW Tuareg, što je ujedno i najveći promašaj u odnosu kakve su najave imali iz samog vrha ovog nemačkog auto giganta. Možda će ovo nekome pomoći oko odabira vozila.
Postoji više modela keder guma, ove su prvenstveno bile za zadnja vrata (gepek), za koje smo trebali optimizovati farbanje. Ona se sastoji iz tri dela, u sredini je meka guma, cevasta, kakva nam je i poznata a krajevima se nalazi “profil“ od malo tvrđe gume koji se farba tj. lakira. Na njega se nanosi prvo prajmer na nitro bazi a onda lak, koji daje sjaj i zaštitu, lak je na vodenoj bazi. Inače obe komponente proizvodi kompanija Henkel.

Proces farbanja keder gume robotom
Prvenstveno deo se montira na henger tj. nosač koji preko transportne trake, u ovom slučaju lanac na vođicama, ulazi u pretkomoru u kojoj se greje na temp. od 100°C. Ova linija ima 24 hengera na kojima mogu da se postave po tri dela. Grejanje jednog hengera iznosi oko 3-4 minuta tj. koliko je potrebno robotu da ofarba jedan henger, ali za puštanje prvog dela potrebno je da se sačeka da se deo ugreje i onda se startuje proces koji se dalje automatski izvršava zadati broj ciklusa. Nakon farbanja henger ide u komoru za sušenje na temperaturi od 150°C, koje traje do neka 2 ciklusa farbanja.

Ova linija je automatska koja uključuje rad operatera pri postavljanu delova, zadavanju robotu JOB-a ili programa koji će da se izvršava u zavisnosti od modela i količine komada koje treba ofarbati, i na kraju skidanju delova koji idu na finalnu inspekciju i proveru kvaliteta ofarbanog dela. Gde se odvajaju i proveravaju škart delovi i neki gde je potrebna ručna dorada.
Ova linija je došla iz Poljske, fabrike koja se bavi izradom ovih delova, pre nepunih 5 godina. Sada se mahom izrađuju rezervni delovi i po porudžbini, dok za prvu ugradnju i nove modele se uveliko radi, dolaze nove prese i mašine, čak i za jedan električni automobil kompanije VW.
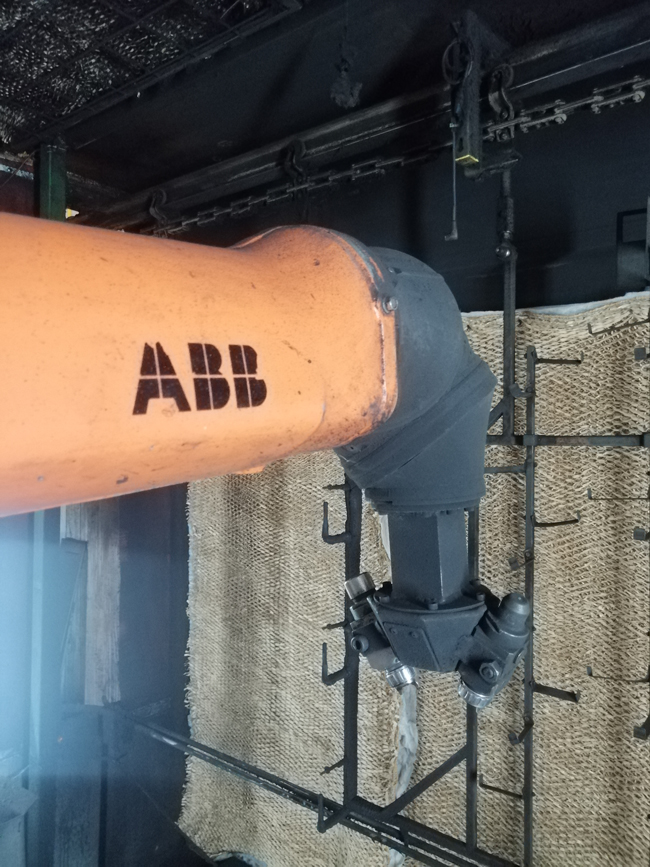
Robot IRB580-12, proizvođač ABB
Jedan od boljih robota za aplikaciju farbanja je svakako ovaj, ABB IRB580, čak i povolovan može dosta dobro odraditi posao farbanja i lakiranja, pa i zahtevnijih delova. Radni alat, radi kao i nama dobro poznati kompresori za farbanje, ima pištolj koji pod pritiskom i setovanjem određenih output signala ispušta prajmer ili lak.
IRB580 ima 6 stepeni slobode, sa karakterističnim zglobom za robote za farbanje u kojem se nalazi jedna cev kroz koju su provučena creva (dovodi za vazduh, boju i prajmer). Nosivost robota je 12kg što i nije toliko bitno s obzirom da su radni alati za aplikaciju farbanja jako laki. Ima domet od 2.2m što mu pruža izuzetne mogunosti za programiranje i pokrivanje što veće radne površine.
IRB580 pokreće IRC5P konktoler, specijanlo dizajniram za robote koji se koriste u procesu farbanja. TP je nešto drugačiji nego kod standardnog industrijskog robota koji dolazi sa IRC5 kontrolerom, možda i najveća mana je nedostatak touch screen-a već mnoštvo soft tastera koji se nalaze na TP-ju. Ono što primećujemo još su dva analogna džojskita, levi upravlja akcisom 3, desni akcisama 1 i 2. Kada u Jogging-u prebacimo na ostale tri akcise , levi džojstik upravlja akcisom 6 a desni akcisama 4 i 5. Kod linearnog džogiranja robota levi upravlja osom Z, a desni Y i X. Iako je velika razlika u odnosu na standardan TP za ovaj možemo slobodno reći da je odlično dizajniran za paint aplikaciju i omogućava lak rad i programiranje robota.

Šta sve moraju da imaju roboti za farbanje možete pogledati OVDE.
Dijagnostika problema i programiranje robota za farbanje
Pravi problem koji smo mi uočili je da robot nije zaštićen, da nema zaštitnu navlaku koja ga štiti od rastura boje prilikom farbanja delova, što je možda i najveći problem koji dovodi u pitanje radni vek robota koji se neodgovornim i nemarnim održavanjem može znatno skratiti. Ali nije tu problem samo robot već i zastoj u proizvodnji, problem sa isporukom, penali i još mnogo toga što povlači downtime tj. zastoj. Jer jednostavno servis, nabavka i puštanje robota ponovo u rad može trajati veoma dugo i koštati mnogo.
Najveći problem koji se javljao u toku proizvodnje je bio nestabilnost procesa. Nestabilnost se najviše javljala leti, a onda tokom jeseni se proces malo ustali, i naravno zimi gotovo da nema problema. Pogađate ovo sve ima veze sa temperaturom i okruženjem u kojem radi robot i pupma za doziranje boje i prajmera. Ambijentalna temperatura treba biti maksimum 24°C, a mi smo dobili informaciju da leti bude skoro i 50°C, što je jasno da proces bude nestabilan, a možda i više jer se u sklopu linije za farbanje nalazi pretkomora za zagrevanje(100°C), komora za sušenje (150°C), a imamo i rad drugih mašina, presa koje se nalaze u hali i tik uz samo liniju.
Otkriveni su neki nedostaci u vidu filtera, koji bi sprečavali da ugrušci u boji koji nisu dovoljno umešani ili prljavština dođu do samog pištolja i tako upropaste deo. Takođe su promenjena dovodna creva za lak i prajmer koja su bila prečnika 4mm a po specifikaciji su trebala biti 8mm. Nakon svih ovih izmena dobili smo neku ponovljivu grešku, te smo mogli krenuti sa izmenama kretnji i dobijanje željenog kvaliteta proizvoda.

Programiranje novih kretnji robota smo radili prema sugestija kvaliteta i nakon vizuelne inspekcije operatora, naravno uz pomoć procesnog inženjera. Bilo je potrebno neke tačke približiti gde je falilo laka a neke udaljiti i povećati brzinu kretnje robota gde smo dobijali takozvane slivove laka ili pretarano nanošenje laka tkz. kupanje delova. Nakon izmena i testiranja na više od 100 delova dobili smo željeni kvalitet dela koji je prosao sve provere u laboratoriji i vizuelnu inspekciju.
Neke stvari koje moramo sugerisati za sve one koji planiraju da nabave robota za farbanje bilo polovnog ili novog, jako je bitno da sve dok ne dođe do robota i njegovog farbanja bude po specifikaciji i odobreno od strane procesnog inženjera. Kretnje robota je manje više lako podesiti ali ako nemamo kvalitetne delove, meterijal, zaštitu, konvejer, ventilaciju džaba nama robot. On je i dalje mašina koja samo radi šta smo je mi naučili ali opet ima toliku veliku ponovljivost da je gotovo bezgrešna i daje konstantan kvalitet.
Više informacija o programiranju industrijskih robota, obuci za programiranje robota, održavanju, učenju procesa kao što su tačkasto i elektrolučno zavarivanje, farbanje, nanošenje lepka i zaptivki, rukovanje materijalima, SafeOperation sa robotima proizvođača KUKA, ABB, DÜRR, MITSUBISHI i druge možete pronaći OVDE.
![]()
Takođe nas možete kontaktirati preko sledeće e-mail adrese: office@robotechnik.rs gde možete dobiti sve informacije za projektovanje, simulaciju, programiranje, održavanje i instaliranje automatizovanih linija za farbanje i druge robot aplikacije. Isto tako vršimo nabavku, isporuku i montažu zaštitnih odela za robote u procesu farbanja i drugih aplikacija.
















")
{kind=link}